【譯文】加熱時的變形
在機(jī)械制造中,由于變形對合金的選擇,材料來源,工藝設(shè)計和工藝流程的潛在影響,因此了解變形機(jī)制至關(guān)重要。圍繞變形的討論通常都集中在控制零件的冷卻以及所產(chǎn)生的應(yīng)力上,這可以理解的,因?yàn)橥ǔ⑵湟暈榇蠖鄶?shù)熱處理工藝和材料變形的主要原因。但是,許多情況下加熱也可能會導(dǎo)致變形。區(qū)分加熱變形和冷卻變形通常非常困難,但對于優(yōu)化整個熱處理工藝和最小化下游成本至關(guān)重要。
控制變形的重要性
變形是機(jī)械制造中的重要課題,因?yàn)樗苯优c成本相關(guān)。控制變形的大小以及零件間的變化,可以使近凈形零件進(jìn)入優(yōu)化的熱處理工藝,從而使精加工余量最小化。最終,將精加工操作的循環(huán)時間減至最少,而又不會顯著影響熱處理的周期時間。當(dāng)然,這種節(jié)省成本的假設(shè)是工藝和零件的函數(shù),需要針對每種情況進(jìn)行評估。
了解變形
零件變形的特征可能是由于均勻的顯微組織改變(例如相變)引起的尺寸變化,或是由于熱梯度或重力產(chǎn)生的應(yīng)力而引起的形狀變化[1]。對零件大小和形狀變化的量化往往是了解其變形的第一步。通常,這是通過以適當(dāng)?shù)木人綇慕y(tǒng)計角度測量可觀數(shù)量的零件,處理每個零件,并準(zhǔn)確地測量每個零件的后處理并最終比較預(yù)處理和后處理的測量值來完成。盡管此方法產(chǎn)生了大量信息,可以轉(zhuǎn)換為工藝改進(jìn)策略,但它是迭代的,因此成本很高。使用來自受控實(shí)驗(yàn)室實(shí)驗(yàn)的準(zhǔn)確材料行為數(shù)據(jù)的計算機(jī)建模軟件可以顯著減少此迭代過程,從而使初始零件的幾何形狀從一開始就接近最佳。膨脹法是一種實(shí)驗(yàn)方法,用于通過精確測量尺寸隨時間和溫度的變化來量化熱處理過程中幾乎所有區(qū)域的材料變化。尺寸變化直接對應(yīng)于相變行為,從而為定量和定性了解材料的行為提供了一種手段。
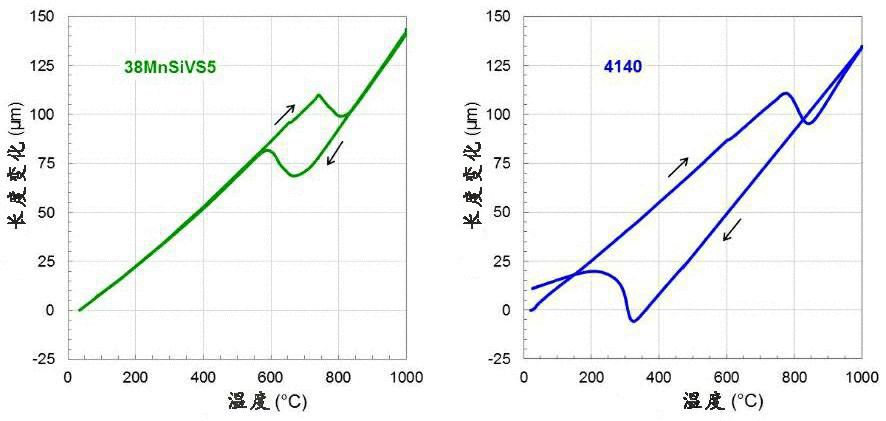
圖1:(a)熱軋38MnSiVS5鋼和(b)熱軋4140鋼的長度隨溫度的變化。
兩種鋼都以10°C / s的速度加熱到1,000°C,以1°C / s的速度控制冷卻到500°C,然后冷卻到室溫。圖1顯示了在膨脹儀中經(jīng)過相同熱處理的兩種鋼的熱膨脹數(shù)據(jù)。盡管可以從這兩張圖中提取大量的定量數(shù)據(jù),但為了簡潔起見,將對它們進(jìn)行討論和定性比較。圖1a顯示了中碳釩(V)微合金鋼38MnSiVS5,而圖1b顯示了常見的中碳鉻鉬低合金鋼4140。將兩種鋼相對快速地(10°C / s)加熱到高奧氏體化溫度(1,000°C),然后以1°C / s的速度冷卻到500°C,再冷卻至室溫。圖中所示的箭頭指定了在加熱或冷卻期間記錄的數(shù)據(jù)。通常,材料在加熱過程中顯示出近乎線性的長度增加,而在冷卻過程中顯示出其長度減少。與這種近乎線性行為的顯著偏離表明相變已經(jīng)開始。隨后,當(dāng)材料在加熱過程中恢復(fù)到近似線性膨脹或在冷卻過程中收縮時,相變接近完成。在圖1a和圖1b中,鋼在加熱過程中表現(xiàn)相似,而在冷卻過程中表現(xiàn)則有差異。在加熱過程中,由于它們具有可比的碳含量和起始顯微結(jié)構(gòu),它們類似地從鐵素體和滲碳體(Fe3C)的混合物轉(zhuǎn)變?yōu)閵W氏體。在冷卻過程中,由于合金含量的不同,兩種鋼的表現(xiàn)也有所不同,從而導(dǎo)致4140鋼更易硬化,因此在較低的溫度下發(fā)生相變。38MnSiVS5鋼在相對較高的溫度下逆轉(zhuǎn)了加熱時的相變,從熱處理開始到結(jié)束沒有凈尺寸變化。4140鋼在低得多的溫度下轉(zhuǎn)變,導(dǎo)致馬氏體由奧氏體形成,而不是由鐵素體和滲碳體的混合物形成。熱處理后的4140鋼其開始和結(jié)束顯微組織之間的差異導(dǎo)致尺寸變化,該尺寸變化是通過測厚法樣品的最終長度的增加來測量的。當(dāng)這種尺寸變化均勻地在零件中發(fā)生時,可以很容易地在精加工余量變化中加以說明。然而,由于熱梯度引起的尺寸不均勻變化會導(dǎo)致形狀變化,這更難以解決。
加熱變形的原因
影響加熱過程中變形的兩個主要因素是材料和幾何形狀。可惜,在許多情況下,加熱變形的根本原因是兩個因素的共同作用,這也可能影響冷卻變形,從而進(jìn)一步增加了復(fù)雜性。最終,加熱變形是零件內(nèi)相變梯度的結(jié)果。相變過程中產(chǎn)生的應(yīng)力可能會超出材料的局部屈服強(qiáng)度,從而導(dǎo)致形狀發(fā)生明顯變化。圖2顯示了來自三種材料加熱部分的膨脹儀數(shù)據(jù),顯示出明顯不同的加熱行為。38MnSiVS5數(shù)據(jù)與圖1a相同,顯示為與鎳200和Ti-6Al-4V之間的比較。兩種有色金屬材料,鎳200和Ti-6Al-4V,分別代表加熱過程中控制變形的最佳和最差情況。鎳200合金是單相材料,不顯示任何相變,而Ti-6Al-4V合金在加熱過程中顯示出明顯的尺寸變化。Ti-6Al-4V的變形控制可能非常困難,因?yàn)榘l(fā)生相變的溫度范圍很大(是38MnSiVS5的兩倍),而且尺寸變化的幅度是38MnSiVS5的五倍。除了材料選擇以外,可能導(dǎo)致加熱變形的方案的詳細(xì)信息包括:鎳200合金是單相材料,不顯示任何相變,而Ti-6Al-4V合金在加熱過程中顯示出明顯的尺寸變化。除了材料選擇以外,還可能導(dǎo)致加熱變形的詳細(xì)信息包括:
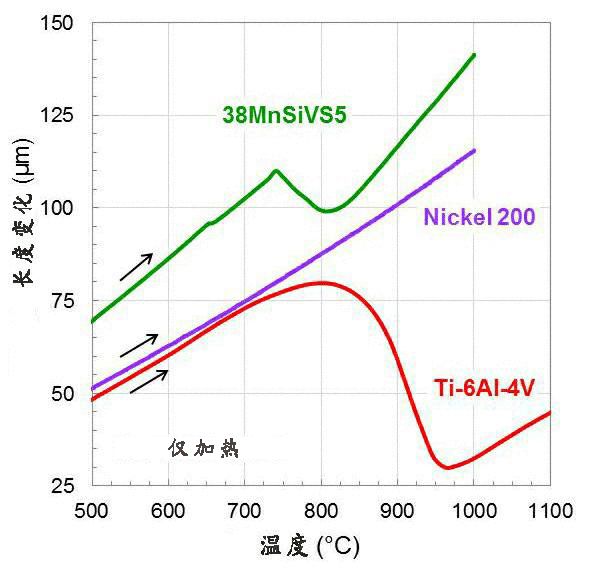
圖2:加熱38MnSiVS5鋼,市售純鎳(鎳200)以及普通鈦合金(Ti-6Al-4V)時,
來自Motyka和Sieniawski的鈦數(shù)據(jù)[2]。材料均勻性:硬化速度慢或合金含量高的材料可能會導(dǎo)致化學(xué)性質(zhì)發(fā)生重大變化,即使在等溫保持期間也會導(dǎo)致相變梯度。工具鋼就是這種觀察到的一個很好的例子[1,3]。零件分類系統(tǒng):重力會導(dǎo)致薄壁零件因重量的影響而產(chǎn)生變形,從而導(dǎo)致超過給定溫度下的屈服強(qiáng)度,甚至在某些極端情況下由于蠕變而導(dǎo)致的扭曲。薄截面:熱傳遞與幾何形狀有關(guān)。與加熱過程中的其余部分相比,薄截面將更快地膨脹,并且相變更快。兩種情況都將導(dǎo)致應(yīng)力從而使零件變形。
減輕加熱變形
使加熱過程中變形最小化的一些方法包括:緩慢的加熱速率,預(yù)熱和中間等溫控制。這些工藝更改按應(yīng)執(zhí)行的順序列出,以最大程度地減少變形。緩慢的加熱速率是可以采取的減少加熱時變形的最重要措施,因?yàn)樗档土肆慵?nèi)的熱梯度,從而降低了所有上述情況下的變形風(fēng)險。在爐子熱處理期間可以實(shí)現(xiàn)的一種方法是始終裝入冷爐。預(yù)熱通常是次臨界的(在加熱過程中發(fā)生相變之前),對于具有顯著合金偏析或橫截面變化的材料,可以將預(yù)熱與緩慢的加熱速率結(jié)合使用。預(yù)熱保持的持續(xù)時間通常取決于幾何形狀。使用中間等溫保持的原因與預(yù)熱保溫相同,僅在稍微超臨界(加熱過程中發(fā)生以上相變)時發(fā)生,以使整個橫截面變?yōu)閱蜗啵缓笤倮^續(xù)加熱至最終等溫保持溫度。
結(jié)論
通過控制熱梯度可以使變形最小化。盡管這很容易被視為過于簡單化,而且并非在所有情況下都適用,但它可以洞悉大多數(shù)變形機(jī)制。熱和化學(xué)成分梯度導(dǎo)致相變梯度,該相變梯度會引起材料內(nèi)的應(yīng)力,該應(yīng)力可能超過該溫度下的局部屈服強(qiáng)度,從而導(dǎo)致形狀變化。變形敏感的材料或零件可能需要慢速加熱,預(yù)熱和中間控制的組合才能獲得所需的結(jié)果。
(本平臺"常州精密鋼管博客網(wǎng)"的部分圖文來自網(wǎng)絡(luò)轉(zhuǎn)載,轉(zhuǎn)載目的在于傳遞更多技術(shù)信息。我們尊重原創(chuàng),版權(quán)歸原作者所有,若未能找到作者和出處望請諒解,敬請聯(lián)系主編微信號:steel_tube,進(jìn)行刪除或付稿費(fèi),多謝!)

掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")