什么是“磨損試驗”都做哪些項目?
由于摩擦導致的磨損是機械零件失效的主要形式之一。據(jù)統(tǒng)計,工程實際中約有一半左右的零件是磨損失效。摩擦磨損程度大小與金屬材料的化學成分、組織狀態(tài)及力學性能等有密切關系。利用熱處理,特別是化學熱處理,可以大幅度提高材料的耐磨性。 按照運動狀態(tài),摩擦分為靜摩擦,動摩擦。動摩擦又分為滑動摩擦和滾動摩擦。根據(jù)潤滑狀態(tài)可以分為干摩擦、液體摩擦、邊界摩擦及混合摩擦等。 材料的磨損是在摩擦力作用下,其表面形狀、尺寸發(fā)生損傷,組織與性能發(fā)生變化的過程,通常磨損量隨摩擦進行,分為三個階段,如圖 1 所示 。
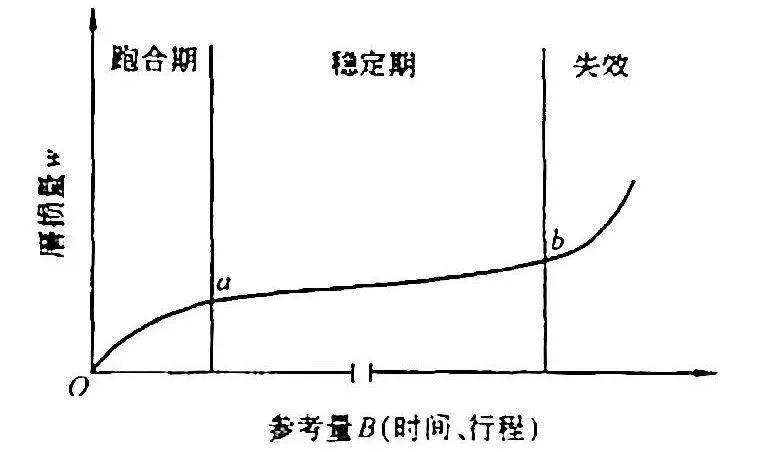
▲圖1 磨損曲線
摩擦開始時,表面有一定的粗糙度,真實接觸面積較小,故磨損率極大,隨著表面被磨平,真實接觸面積增大,磨損速率減慢。
經(jīng)過磨合,接觸表面進一步平滑,磨損穩(wěn)定,磨損量很小、磨損速率不變,這是機件正常工作時期。 隨著時間或行程增加,接觸表面之間的間隙逐漸增大,磨損速率急劇上升,精度喪失,最后導致機件失效。
材料的耐磨性除與其自身特有關外,還與材料的服役或試驗條件有關,例如介質(zhì)種類、潤滑條件及溫度高低等。因此材料的磨損是十分復雜的問題,許多問題至今還不清楚,甚至對磨損的分類仍不統(tǒng)一。現(xiàn)將被多數(shù)承認的常用分類方法,經(jīng)磨損分為五類,分述如下。
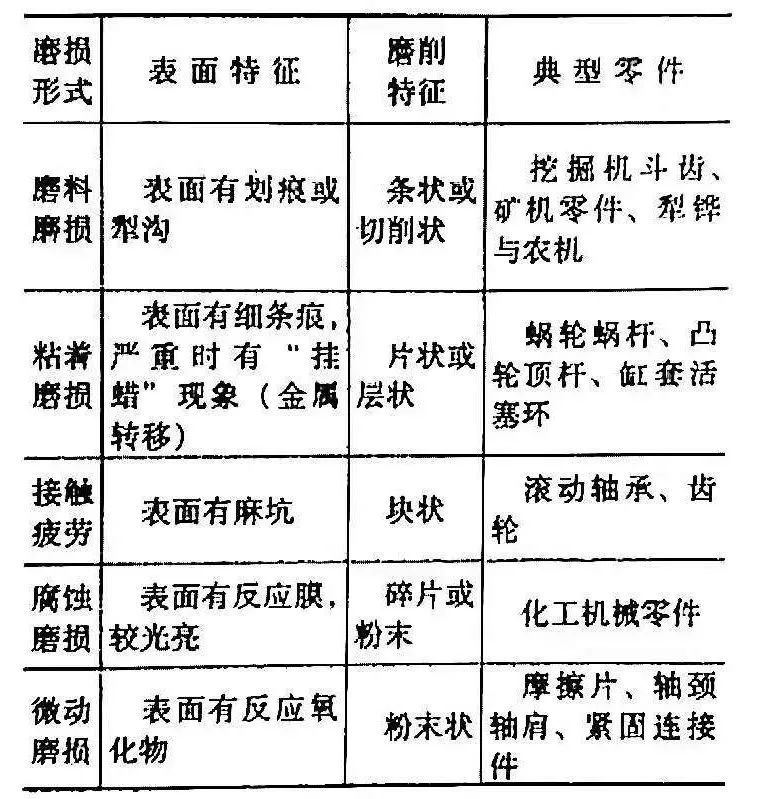
按照磨損機理,將磨損分為:磨料磨損、粘著磨損、接觸磨損、腐蝕磨損及微動磨損等。 在這些磨損形式中,磨料磨損最普遍,約占磨損事例的50%,其次是粘著磨損約占15%,微動磨損是復合磨損。
▼表1 各類磨損失效特征
磨損常常是多種形式同時發(fā)生,并非單一類型,并且在運轉(zhuǎn)過程中磨損類型還可能發(fā)生轉(zhuǎn)化。圖2 所示,為在壓力一定時滑動速度與磨損量的關系。當滑動速度很低時,摩擦在表面氧化膜間進行,此時產(chǎn)生的磨損為氧化磨損,磨損量小。隨著速度增大氧化膜破裂,便轉(zhuǎn)化為粘著磨損,磨損量也隨之增大;滑動速度再增加,因摩擦熱增大而使表面溫度升高,使氧化過程加快,出現(xiàn)了黑色氧化鐵粉末,從而又轉(zhuǎn)變?yōu)檠趸p,其磨損量又變小。如滑動速度再繼續(xù)增大,將再次轉(zhuǎn)化為粘著磨損,磨損劇烈,導致零件失效。
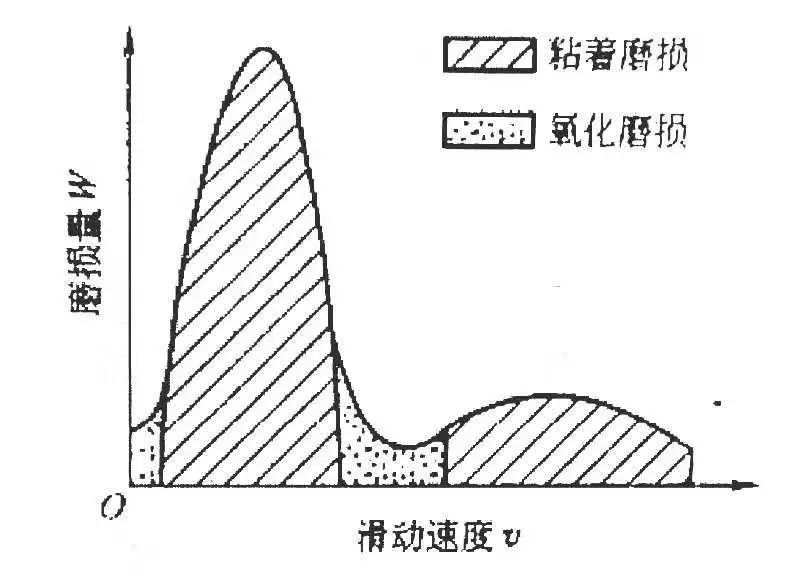
▲圖2 壓力一定時滑動速度與磨損量的關系
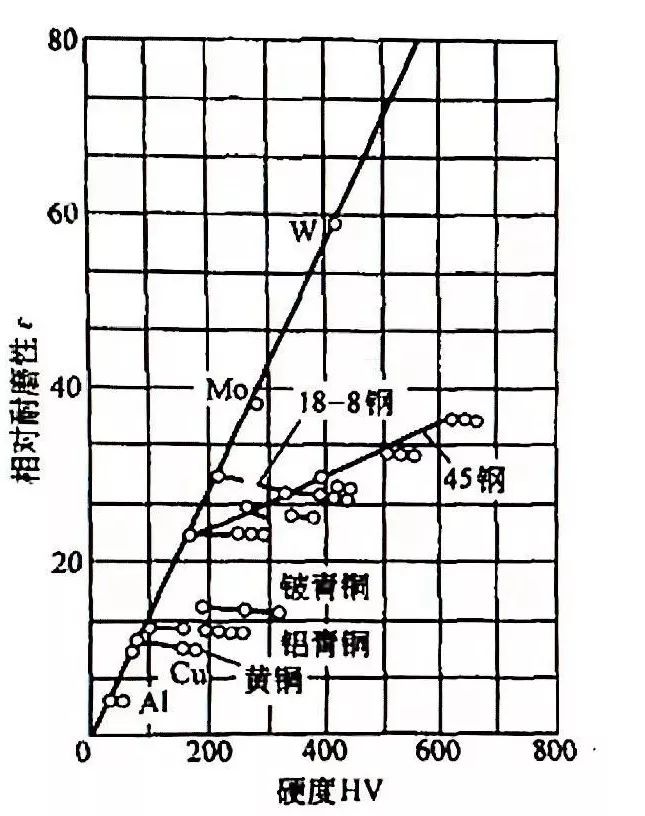
因此,在實際工作中,應努力找出磨損的主導形式,再采取措施,提高機件的耐磨性。 一對摩擦副之間存在有硬質(zhì)顆粒時,零件表面產(chǎn)生擦傷,稱之為磨料磨損。例如礦山機械、農(nóng)業(yè)機械、工程機械、建筑機械等零部件常與泥沙、礦石、渣滓等接觸,發(fā)生的磨損大都是磨料磨損。這些硬質(zhì)顆粒像無數(shù)把微小的切削刀具在金屬表面上切削,導致表面損傷。 影響磨料磨損的因素一是材料自身的特性,二是零件服役環(huán)境或者說是試驗條件。 硬度越高,耐磨性越好。圖3 為一些純金屬和工具鋼的硬度與相對耐磨性 ε 的關系。相對耐磨性 ε可用下式表示:
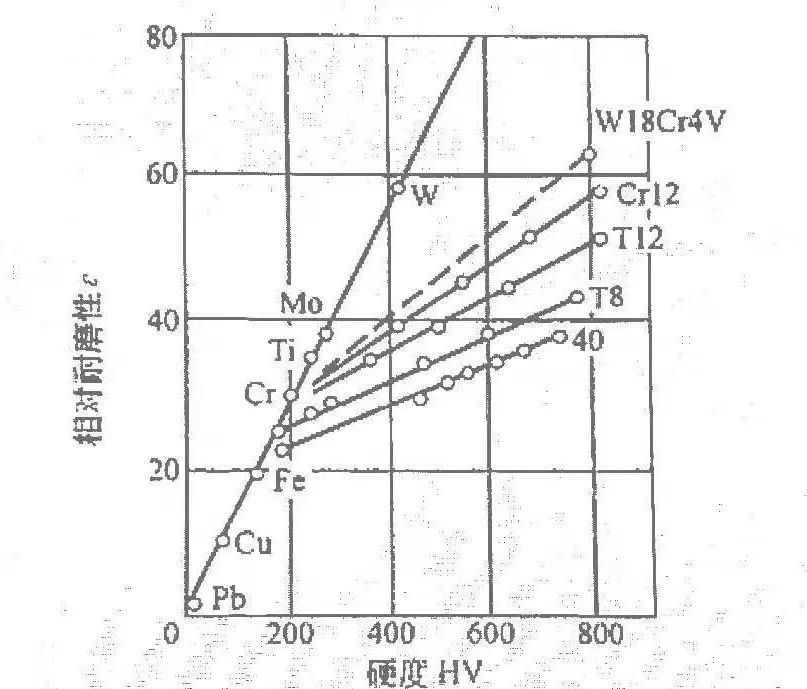
▲圖3 一些純金屬和工具鋼的硬度與相對耐磨性的關系
鋼中含碳量越高,硬度也越高,耐磨性就越好。以固溶狀態(tài)存在的合金元素對耐磨性作用不大,形成碳化物時能顯著提高耐磨性。
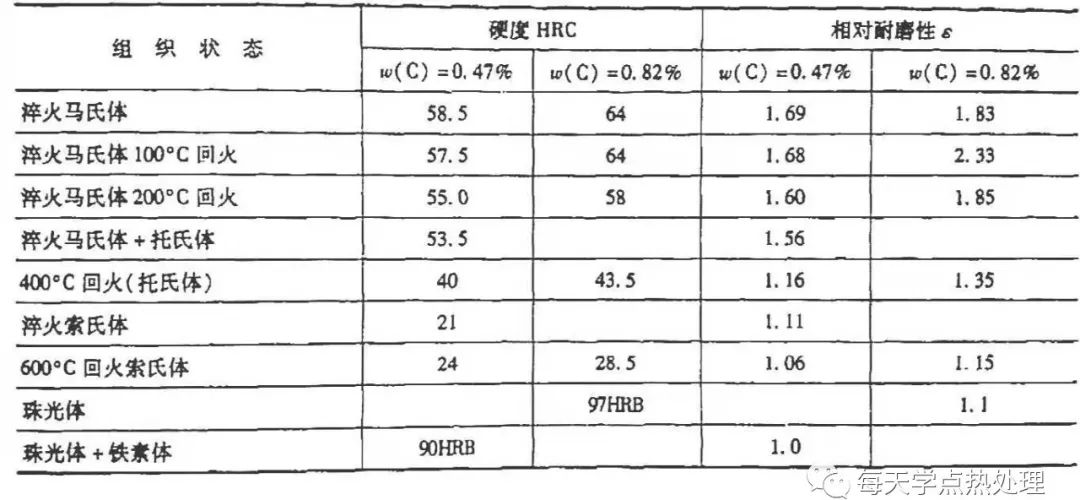
鋼中組織對磨料磨損影響顯著,依鐵素體、珠光體、貝氏體、馬氏體順序遞增。而片狀珠光體又優(yōu)于球狀珠光體。在相同硬度下,等溫淬火得到的組織的耐磨性又比回火馬氏體要好。鋼中殘留奧氏體也影響磨損抗力,在低應力磨損條件下且殘留奧氏體較多時,將降低耐磨性。在較高應力條件下,殘留奧氏體因加工硬化表現(xiàn)顯著,從而提高耐磨性。用Al2O3 做磨料時,鋼中不同組織與磨料磨損關系見表2 。
▼表2 鋼中不同組織與磨料磨損關系
試驗還表明,對低應力磨料磨損,淬火馬氏體耐磨性與含碳量有關系。圖4 所示 為馬氏體中含碳量對耐磨性的影響。圖中可看出,當含碳量低于1%時,隨馬氏體中含碳量的增加,耐磨性增加,含碳量高于1%時,隨馬氏體中含碳量的增加,耐磨性降低。
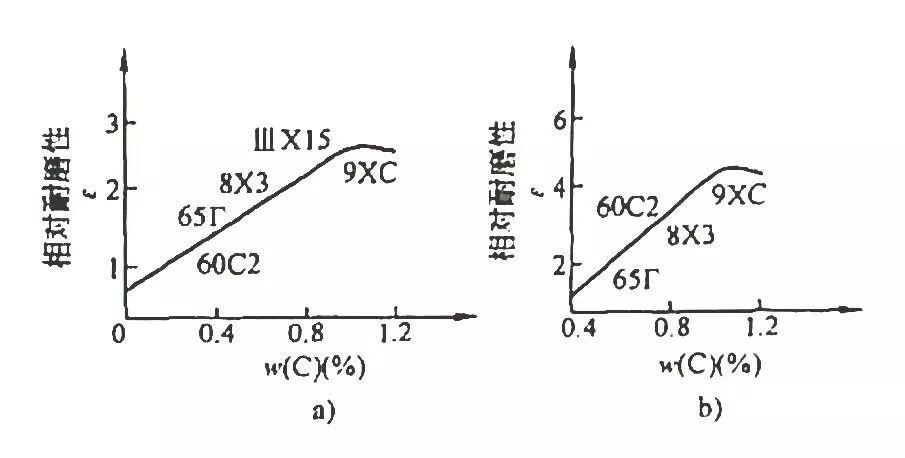
▲圖4 馬氏體中含碳量對耐磨性的影響
a)用Al2O3做磨料 b)用SiO2做磨料
65Г=65Mn 60C2=60Si2Mn
9XC=9CrSi ШX15=GCr15
8X3=8Cr3
鋼中碳化物對耐磨性顯著影響。在軟基體上(例如鐵素體)存在碳化物,可顯著提高耐磨性;但在硬基體中(例如馬氏體)碳化物象缺口一樣,對提高耐磨性不但無益,反而有害。因此,只有碳化物硬度比基體硬度高得多時,才能提高耐磨性。
圖5 為加工硬化對低應力磨損試驗時耐磨性的影響。可以看出,因塑性變形而加工硬化的材料雖然提高了材料的硬度值,但卻并沒有使耐磨性增加。所以在低應力磨損時,并不能依靠加工硬化來提高表面耐磨性。如果是在高應力沖擊加載的條件下,表面會因加工硬化而使硬度升高,其耐磨性也隨之增加。高錳鋼的耐磨性就是就屬于這種情況。
▲圖5 加工硬化對低應力磨損試驗時耐磨性的影響
這種鋼經(jīng)過水韌處理后,為比較軟的奧氏體組織,在低應力磨合場合它的耐磨性不好;而在高應力帶沖擊場合,它具有特別高的耐磨性。這是由于奧氏體的加工硬化率很高,同時還伴有誘發(fā)馬氏體轉(zhuǎn)變的原因。高錳鋼用作碎石機的錘頭、顎板可呈現(xiàn)很好的耐磨性,而用作拖拉機的履帶板或犁鏵時卻并不耐磨,其原因就兩種情況下的應力不同所致。履帶板和犁鏵受的都是低應力。 磨料硬度越高,鋼的磨損率就越大;當磨料硬度超過一定值后,鋼的磨損量大小與磨料硬度就無關了。 磨料尺寸及形狀與鋼的磨損也有關系,尺寸越大,磨損越大;當磨料尺寸達到一定值后磨損反而減慢。 一對摩擦副在摩擦力作用下,接觸面的表面會發(fā)生塑性變形,表面的氧化膜被破壞,露出新鮮金屬表面,由于分子力的作用使兩個表面粘結(jié)(或焊合)起來。當外力小于這個粘結(jié)力時,摩擦副的相對運動被迫停止,便發(fā)生“咬死”現(xiàn)象。當外力大于粘結(jié)力時,結(jié)合處被切斷,如果切斷是在兩個接觸面之間,則不發(fā)生磨損;如果發(fā)生在強度低的一側(cè)時,強度較高的一側(cè)上粘有對側(cè)的較軟金屬,稱之為金屬轉(zhuǎn)移現(xiàn)象。這些粘附金屬在反復滑動過程中可能由金屬表面上脫落下來成為磨屑。
K 實際上反映了配對材料粘著力的大小。試驗測出各種材料的 K 值范圍很大,但對于每對材料有一特定值。如: 粘著磨損量的表達式表示的磨損量與接觸壓力的關系只適合在有限載荷范圍內(nèi),如圖6所示。當摩擦面壓力低于布氏硬度值1/3時,K 值保持不變,壓力超出1/3布氏硬度值時,K值將急劇增長,就會發(fā)生嚴重的磨損或“咬死”(材料的1/3布氏硬度,相當于材料的抗拉強度σb),上式所示的關系不復存在。
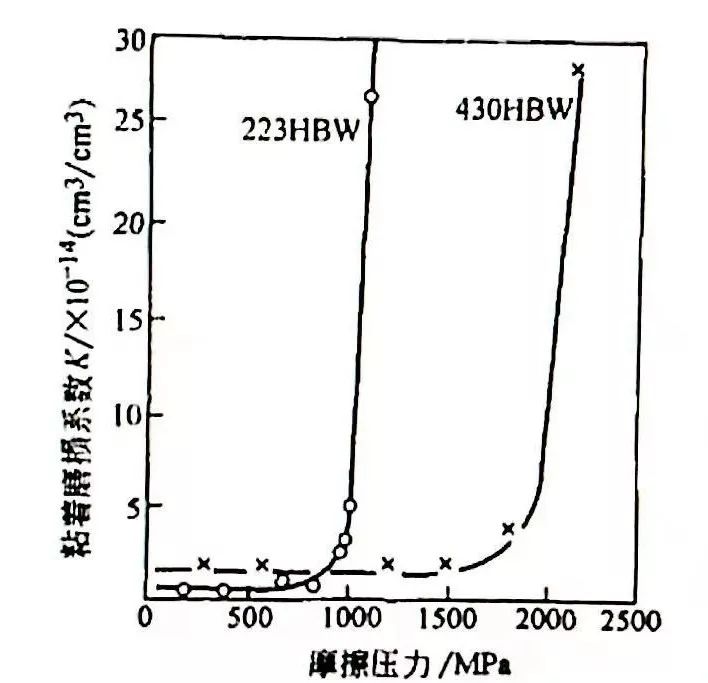
▲圖6 不同硬度鋼,粘著磨損系數(shù)與摩擦面承受壓力的關系
互溶性好,粘著傾向大,磨損大。同種材料互溶性好,所以磨損大。元素周期表中位置靠近的元素互溶性好,較遠的互溶性差,例如Cu、Ni可以形成完全互溶合金,它們之間的粘著磨損傾向大。
4)硬度
為使零件表面有良好的的潤滑能力,零件表面應稍軟些,次表面、再里層應有一緩慢過渡區(qū)。亞表層的硬度起支撐作用。
5)實驗環(huán)境或零件工作環(huán)境
在易氧化環(huán)境中,由于氧化膜的存在,防止了金屬純凈表面的直接接觸,從而避免或減輕了粘著現(xiàn)象的發(fā)生。在高真空環(huán)境下,由于不會發(fā)生氧化,在潤滑難以保證時,易發(fā)生粘著現(xiàn)象。
在磨損過程中,金屬與介質(zhì)同時發(fā)生化學或電化學反應,使零件表面發(fā)生尺寸和重量損失的現(xiàn)象稱為腐蝕磨損。氧化磨損是腐蝕磨損中最典型、最多見的一種磨損類型。 一般機械零件都是在含氧環(huán)境中工作的,表面形成一層氧化膜。當摩擦副相對運動時,氧化膜被刮傷或被壓碎會露出新鮮金屬,隨后又會形成一層新的氧化膜,再被刮傷壓碎,這種現(xiàn)象成為“氧化磨損”。氧化物夾在磨損表面之間,可能起磨料作用,露出的金屬表面可能被粘著,因而氧化磨損可能導致粘著磨損和磨料磨損。不發(fā)展成粘著磨損和磨料磨損的氧化磨損是最輕微的磨損。 氧化磨損與金屬零件表層塑性變形抗力、滑動速度、接觸應力、介質(zhì)含氧量、氧化膜的硬度、潤滑條件等因素有關。提高表層塑性變形抗力是提高材料氧化磨損的主要措施。圖7、圖8 分別為常用結(jié)構鋼和工具鋼磨損量與硬度的關系(壓力1.47MPa,滑動速度1.56m/s)
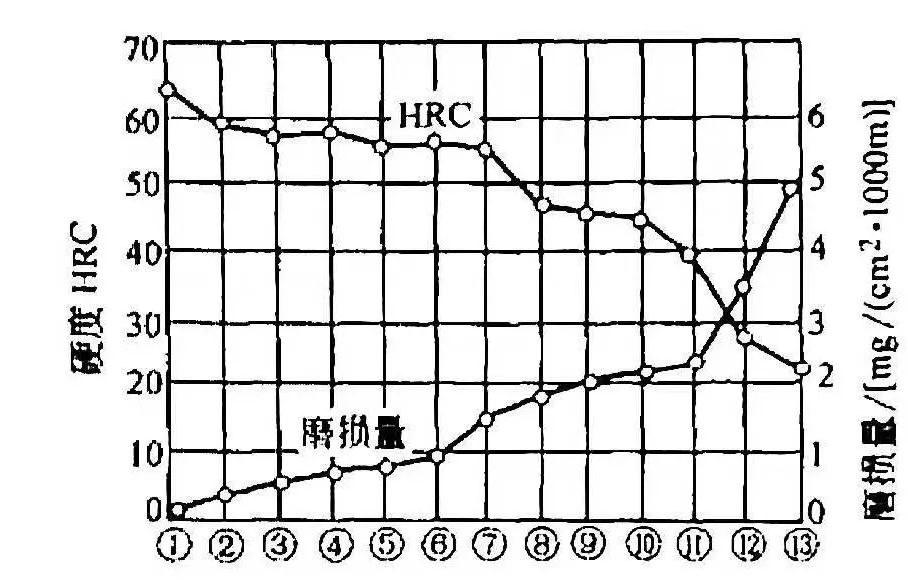
▲圖7 結(jié)構鋼氧化磨損量與硬度關系
①18CrMnTi滲碳 ②12CrNi3A滲碳
③18CrNiWA滲碳 ④20CrA滲碳
⑤T8淬火 ⑥40Cr淬火
⑦45鋼淬火 ⑧18CrNiWA調(diào)質(zhì)
⑨30CrMnSi調(diào)質(zhì) ⑩40CrNiMoA調(diào)質(zhì)
?37CrNi3調(diào)質(zhì) ?30CrMnSi調(diào)質(zhì)
?45鋼正火
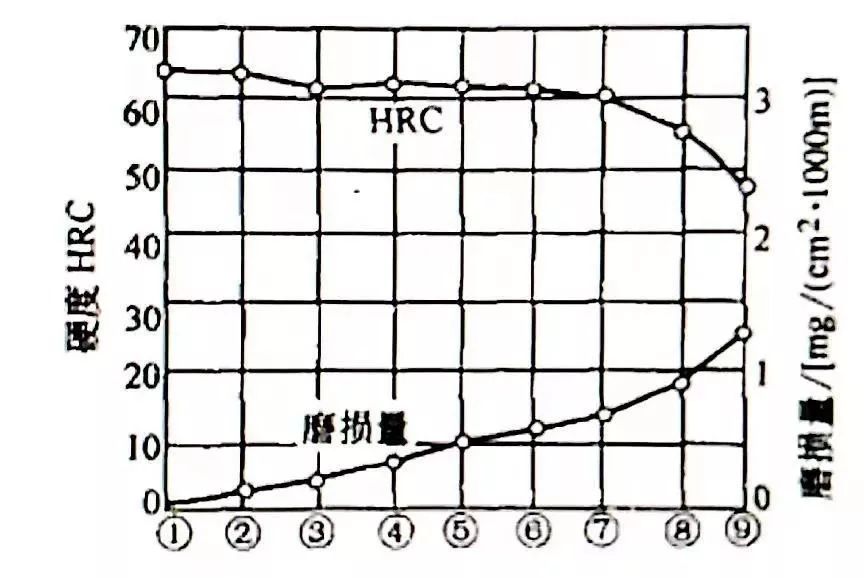
▲圖8 工具鋼氧化磨損量與硬度關系
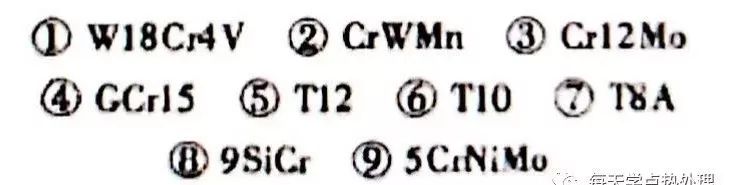
齒輪、凸輪副、滾動軸承、鋼軌與輪箍、鑿巖機活塞與釬尾的打擊端部等,它們的接觸面在滾動或滾動與滑動復合摩擦時,接觸應力反復作用下引起的表面破壞現(xiàn)象稱為“接觸疲勞”。零件產(chǎn)生接觸疲勞時,接觸表面上產(chǎn)生許多針孔或痘狀凹坑,稱之為“麻點”或“點蝕”,有的凹坑很深,呈貝殼狀。在剛開始出現(xiàn)少數(shù)麻點時仍可繼續(xù)工作;隨著時間延長,麻點剝落將不斷增多和擴大,磨損加劇,將發(fā)生較大附加沖擊力,噪聲增大,甚至使零件折斷,這就是接觸疲勞現(xiàn)象。 軸承鋼中的非金屬夾雜物有塑性的、脆性的和不變形(球狀)的三種。其中塑性夾雜物對接觸疲勞壽命的影響較小,球狀夾雜物(即硅酸鹽和鐵錳酸鹽)次之,危害最大的是脆性夾雜物(Al2O3、氮化物、硅酸鹽和碳化物等)。因為它們無塑性、與基體間的彈性模量不同,容易在夾雜物和基體交界處引起高度應力集中,二者的膨脹系數(shù)差別對應力集中影響很大,從而成為影響疲勞壽命的重要因素。氧化物等夾雜膨脹系數(shù)小于基體,使金屬界面產(chǎn)生殘留拉應力,使得疲勞強度降低;硫化物膨脹系數(shù)大于基體,使金屬界面產(chǎn)生殘留壓應力,不僅不降低疲勞強度反而有利于疲勞壽命。硫化物的有利作用還有可能是將氧化物包住,形成共生夾雜物。因此圖9 所示為硅酸鹽、氧化鋁和硫化物對接觸疲勞壽命的影響。
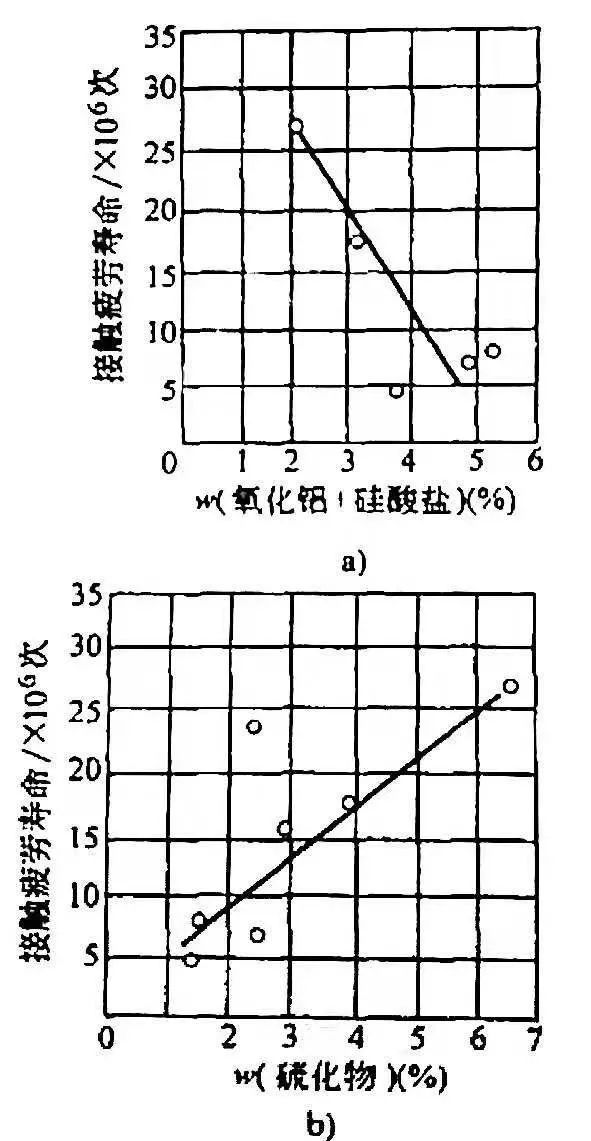
▲圖9 軸承鋼中氧化鋁、硅酸鹽和硫化物夾雜對接觸疲勞壽命的影響
a)氧化鋁+硅酸鹽 b)硫化物
2)馬氏體含碳量
對軸承鋼研究表明,在剩余碳化物相同的條件下,馬氏體含碳量(w%)在0.4%~0.45%左右時,接觸疲勞壽命最高,出現(xiàn)峰值 。見圖10 。
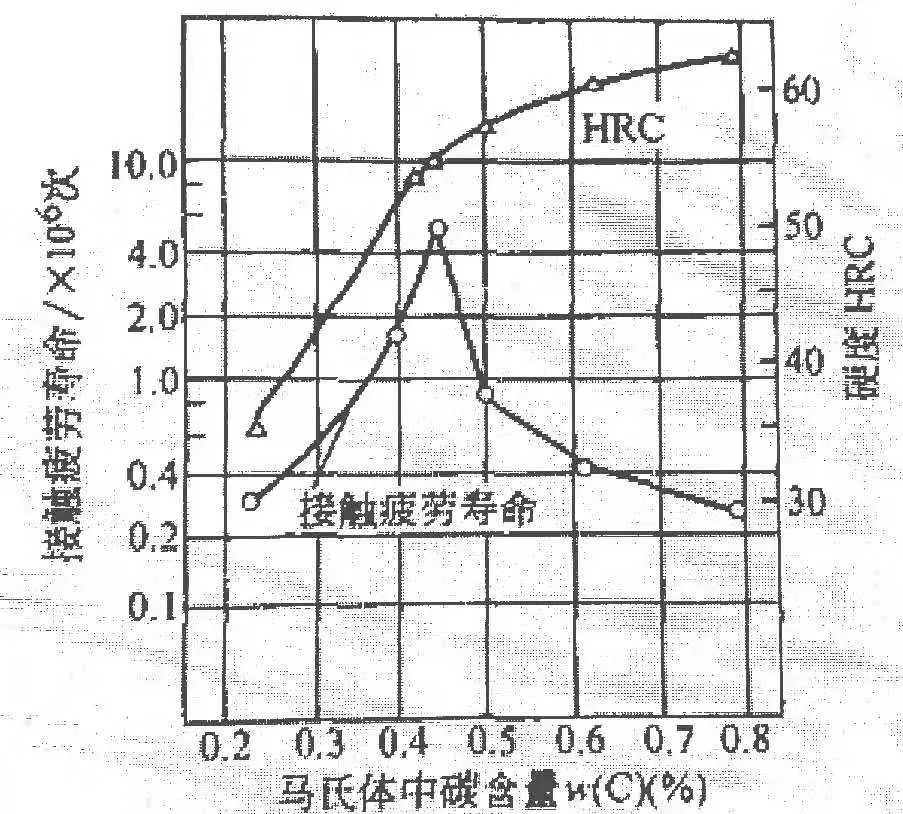
▲圖10 馬氏體中含碳量與接觸疲勞壽命的關系
研究表明,軸承鋼中的剩余碳化物顆粒細小的比顆粒粗大的接觸疲勞壽命高。此外,碳化物分布要均勻、形狀要圓。如果不是為了提高耐磨性,最好不要有剩余碳化物,因為試驗觀測到的裂紋都是在碳化物和馬氏體界面上傳播的,至少也要使剩余碳化物數(shù)量調(diào)整到6%以下,否則對接觸疲勞沒有好處。 在中低硬度范圍內(nèi),零件的表面硬度越高,接觸疲勞抗力越大,但在高硬度范圍內(nèi),則無這樣的關系。對一般靜態(tài)接觸軸承,最佳接觸疲勞壽命的對應硬度為HRC62;對含有沖擊性質(zhì)載荷的接觸疲勞,最佳對應硬度可略低到HRC58-60范圍。 配對件之間還要注意適當?shù)挠捕炔睿琮X輪嚙合中,小齒輪比大齒輪硬度高出HBW25-50為宜。
微動磨損是一種典型的復合磨損,一般是由粘著磨損、磨料磨損和氧化磨損等過程結(jié)合在一起,有時候還和接觸疲勞相聯(lián)系;它是在一對摩擦副之間由于1mm以下的小振幅相對振動而產(chǎn)生的磨損。如果磨損過程中兩個表面之間是化學反應起主要作用時,可稱之為微動腐蝕磨損。例如軸徑與滾動軸承內(nèi)圈,渦輪葉片的榫輪與盤的榫槽,以及螺母、螺栓與緊固的連接件結(jié)合面等,都可能出現(xiàn)微動磨損。 微動磨損主要特征是摩擦面上存在大量磨損產(chǎn)物——磨屑。這些磨屑由大量氧化物組成,對鐵基材料來說,是出現(xiàn)紅褐色粉末氧化鐵(α-Fe2O3)。這些磨屑往往不易排出,留在接觸區(qū)周圍。 圖11所示 為微動磨損對疲勞強度的影響。該圖表明微動磨損不僅降低疲勞強度的30%~40%,而且使應力-循環(huán)次數(shù)曲線上不存在極限值。
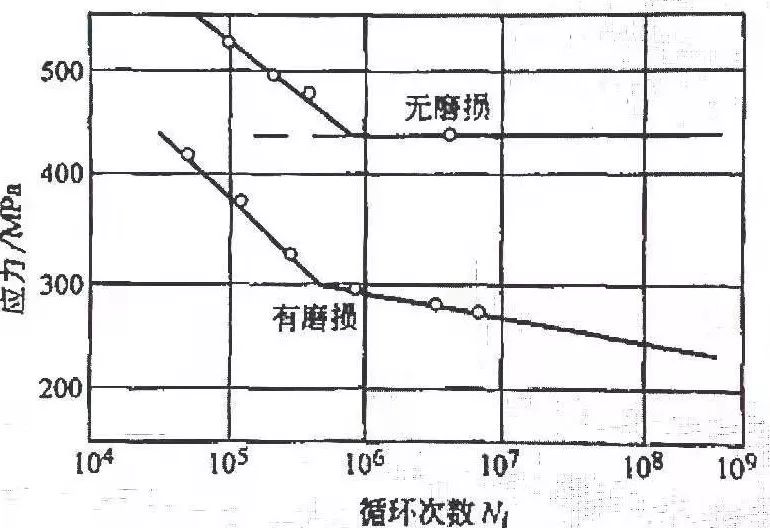
▲圖11 微動磨損對疲勞強度的影響
注:試樣成分(w)C0.25% Cr0.25% Ni0.25% Mn1.0%
材料抗微動磨損能力與抗粘著磨損能力有關,提高表面硬度(如滲碳、滲氮)和表明涂覆保護層,以及添加潤滑劑等均可提高微動磨損抗力。冷作硬化對提高微動磨損抗力有明顯效果,軸肩及軸徑經(jīng)滾壓或拋丸處理后微動磨損抗力可提高2~3倍。設計中常在兩接觸面間采用加墊襯的方法,或鍍銅、磷化等處理,以改變接觸條件,這是防止微動磨損的有效方法,如鍛錘錘頭與錘桿之間配合處,油井鉆桿螺紋連接處等。 磨損試驗機因受實驗條件(壓力、滑動滾動速度、介質(zhì)及潤滑條件,溫度,配對材料性質(zhì)及表面狀態(tài)等)影響很大,因此,試驗條件必須盡可能接近實際工作條件;并且除在實驗機上進行試驗外,必要時還要進行中間臺架試驗和實物裝車試驗。 常用的磨損試驗機有以下幾種:
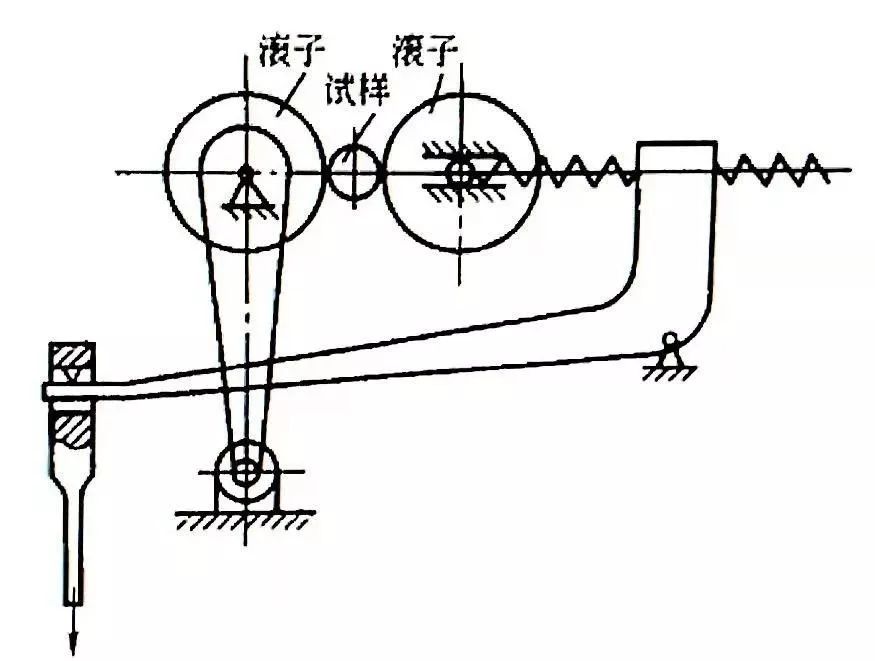
▲圖12 滾子式磨損試驗機
它模擬齒輪嚙合、火車車輪與鋼軌類的摩擦形式,現(xiàn)在發(fā)展為可進行滾動摩擦、滑動摩擦、滾動與滑動復合摩擦、沖擊摩擦以及接觸疲勞等試驗,用途廣泛。國產(chǎn)MM200型及瑞士Amsler型試驗機即屬此類。

MM200型磨損試驗機實物圖片
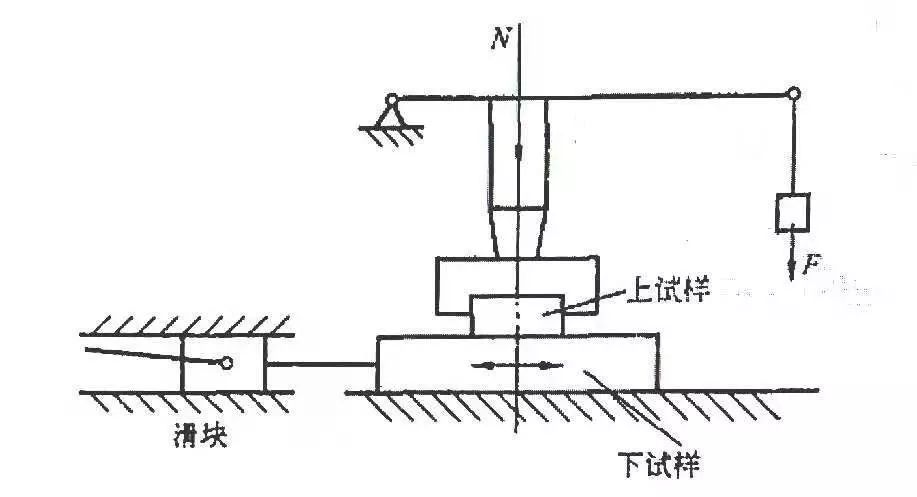
如圖13所示,為切入式磨損試驗機。方塊形 上試樣 固定,圓盤形 下試樣 轉(zhuǎn)動,在載荷作用下,下試樣 切入 上試樣,用讀數(shù)顯微鏡測量切入磨痕寬度后,計算體積磨損量,可快速測定材料及處理工藝的性質(zhì)。國產(chǎn)MK-1型,Skoda-Savin型試驗機即屬此類。
▲圖13 切入式磨損試驗機

切入式磨損試驗機實物圖片
如圖14 所示,上試樣銷子固定,下試樣圓盤旋轉(zhuǎn),試驗精度高,易實現(xiàn)高速,便于進行低溫與高溫的摩擦、磨損試驗。國產(chǎn)MD-240型、前蘇聯(lián)X-45型,美國NASA摩擦試驗機為此類。
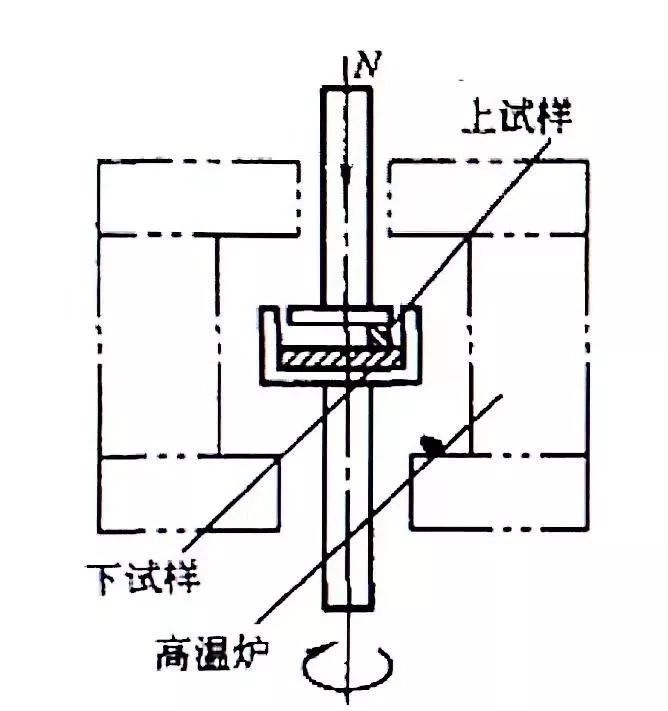
▲圖14 旋轉(zhuǎn)圓盤-銷式磨損試驗機


旋轉(zhuǎn)圓盤-銷式磨損試驗機實物圖
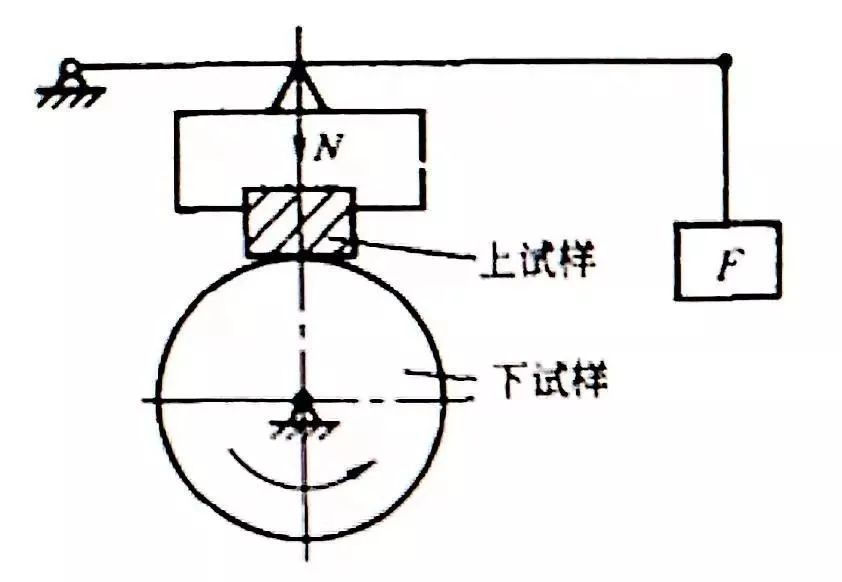
圖15所示,該試驗機適用于導軌、缸套、活塞環(huán)等摩擦副的試驗。國產(chǎn)MS-3型為此類型,國外有福勒西和里西曼(美)、扎伊切夫(前蘇聯(lián))、和深港(日)等類型。
▲圖15 往復式磨損試驗機

往復式磨損試驗機實物圖
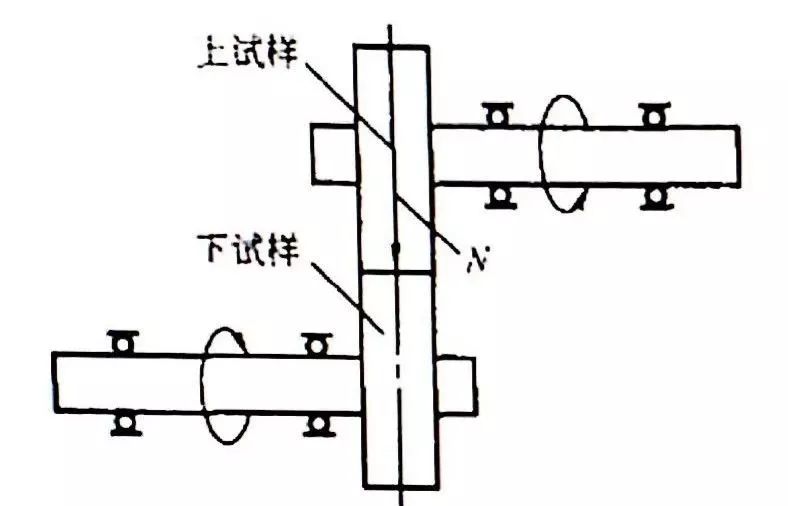
圖16所示。下面三個鋼球有滾道支承,試驗球則支承在三個球上。主動軸帶動支承球自傳,試驗球支承球自傳與公轉(zhuǎn),可用之測定摩擦因數(shù)及進行接觸疲勞試驗。國產(chǎn)機型有MQ-12型,國外有殼牌、增田等類型。還有的將四個球改為五個球,或把下邊三球改為圓柱體,上邊的球改為圓錐體的改型機。
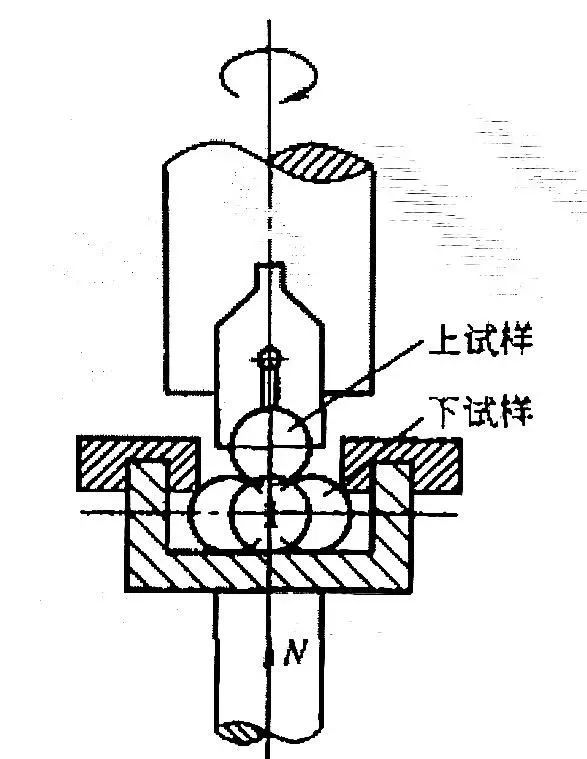
▲圖16 四球式摩擦磨損試驗機

四球式摩擦磨損試驗機實物圖片
▲圖17 ZYS-6型接觸疲勞試驗機

接觸疲勞試驗機圖片
如圖18所示。該實驗機主軸帶動旋轉(zhuǎn)體旋轉(zhuǎn),試樣12片,安裝在旋轉(zhuǎn)體周圍。試驗時,試樣在砂與水的混合物中旋轉(zhuǎn),可以模擬犁鏵、砂漿以及水輪機葉片的工作條件。
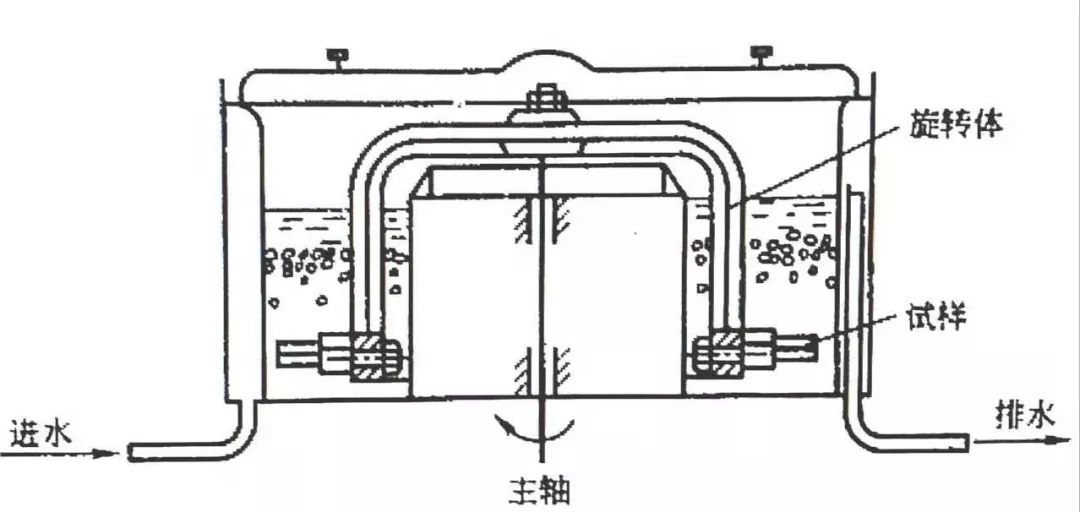
▲圖18 濕式磨料磨損試驗機

泥沙磨粒磨損試驗機圖片
測量磨損試驗前后試樣重量變化,以試驗要求,在不同精密度的天平上進行。
測量試樣前后磨損面法向尺寸的變化,常用千分尺、千分表、讀數(shù)顯微鏡等。
1)臺階法;在摩擦表面邊沿加工以凹痕臺階,作測量基準。
2)劃痕法:在摩擦表面上劃一凹痕,測量磨損試驗前后凹痕深度的變化。
3)壓痕法:用硬度計壓頭壓出印痕,測量印痕尺寸在實驗前后的變化。
4)切槽法或磨槽法:用刀具或薄片砂輪在磨損表面加工出一道月牙槽,測量凹痕變化。
測定潤滑劑中磨損產(chǎn)物量,或測量磨損產(chǎn)物的組成。
試樣經(jīng)鑲嵌、輻照、熔煉等方法是指具有放射性,測量磨屑的放射性強度,即可換算磨損量。
3.2 磨損量的表示方法
3.2.1 線磨損:原始尺寸減去磨損后尺寸。
3.2.2 質(zhì)量磨損:原始質(zhì)量減去磨損后質(zhì)量。
3.2.3 體積磨損:失重/密度。
3.2.4 磨損率:磨損量/磨損路程,或磨損量/摩擦時間。
3.2.5 磨損系數(shù):試驗材料的磨損量/對比材料的磨損量
3.2.6 相對耐磨性:磨損系數(shù)的倒數(shù)。
(本平臺"常州精密鋼管博客網(wǎng)"的部分圖文來自網(wǎng)絡轉(zhuǎn)載,轉(zhuǎn)載目的在于傳遞更多技術信息。我們尊重原創(chuàng),版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯(lián)系主編微信號:steel_tube,進行刪除或付稿費,多謝!)

