
鋼材焊接外觀缺陷的產(chǎn)生原因及預(yù)防措施(圖文詳解)
氬弧焊焊接產(chǎn)生缺陷的原因及防止方法
焊接缺陷嚴(yán)重影響產(chǎn)品質(zhì)量,也成為危害焊工及其他現(xiàn)場(chǎng)工作人員的人身安全,今天小編就專門搜集了一些關(guān)于焊接外觀缺陷的產(chǎn)生及預(yù)防資料,供大家學(xué)習(xí)交流。
外觀缺陷 外觀缺陷(表面缺陷)是指不用借助于儀器,從工件表面可以發(fā)現(xiàn)的缺陷。常見的外觀缺陷有咬邊、焊瘤、凹陷及焊接變形等,有時(shí)還有表面氣孔和表面裂紋。單面焊的根部未焊透等。
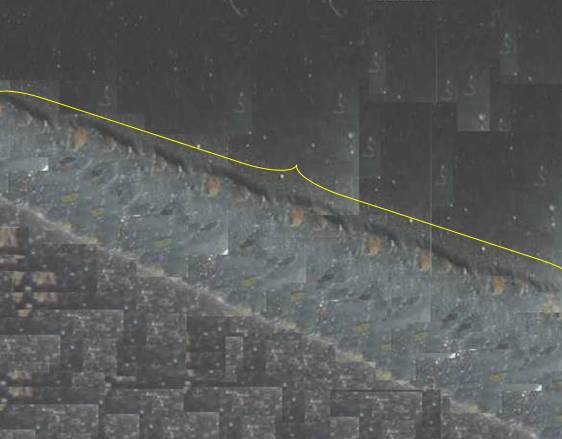
A、咬邊
是指沿著焊趾,在母材部分形成的凹陷或溝槽, 它是由于電弧將焊縫邊緣的母材熔化后沒有得到熔敷金屬的充分補(bǔ)充所留下的缺口。
產(chǎn)生咬邊的主要原因是電弧熱量太高,即電流太大,運(yùn)條速度太小所造成的。焊條與工件間角度不正確,擺動(dòng)不合理,電弧過長(zhǎng),焊接次序不合理等都會(huì)造成咬邊。直流焊時(shí)電弧的磁偏吹也是產(chǎn)生咬邊的一個(gè)原因。某些焊接位置(立、橫、仰)會(huì)加劇咬邊。
咬邊減小了母材的有效截面積,降低結(jié)構(gòu)的承載能力,同時(shí)還會(huì)造成應(yīng)力集中,發(fā)展為裂紋源。
矯正操作姿勢(shì),選用合理的規(guī)范,采用良好的運(yùn)條方式都會(huì)有利于消除咬邊。
焊角焊縫時(shí),用交流焊代替直流焊也能有效地防止咬邊。
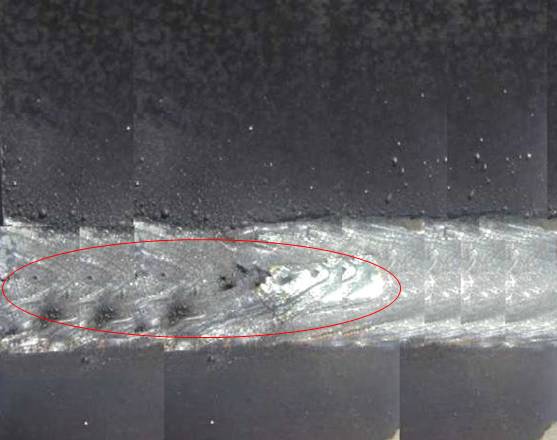
B、焊瘤
焊縫中的液態(tài)金屬流到加熱不足未熔化的母材上或從焊縫根部溢出,冷卻后形成的未與母材熔合的金屬瘤即為焊瘤。焊接規(guī)范過強(qiáng)、焊條熔化過快、焊條質(zhì)量欠佳(如偏芯),焊接電源特性不穩(wěn)定及操作姿勢(shì)不當(dāng)?shù)榷既菀讕砗噶觥T跈M、立、仰位置更易形成焊瘤。
焊瘤常伴有未熔合、夾渣缺陷,易導(dǎo)致裂紋。同時(shí),焊瘤改變了焊縫的實(shí)際尺寸,會(huì)帶來應(yīng)力集中。管子內(nèi)部的焊瘤減小了它的內(nèi)徑,可能造成流動(dòng)物堵塞。
防止焊瘤的措施:使焊縫處于平焊位置,正確選用規(guī)范,選用無偏芯焊條,合理操作。
C、凹坑
凹坑指焊縫表面或背面局部的低于母材的部分。
凹坑多是由于收弧時(shí)焊條(焊絲)未作短時(shí)間停留造成的(此時(shí)的凹坑稱為弧坑),仰立、橫焊時(shí),常在焊縫背面根部產(chǎn)生內(nèi)凹。
凹坑減小了焊縫的有效截面積,弧坑常帶有弧坑裂紋和弧坑縮孔。
防止凹坑的措施:選用有電流衰減系統(tǒng)的焊機(jī),盡量選用平焊位置,選用合適的焊接規(guī)范,收弧時(shí)讓焊條在熔池內(nèi)短時(shí)間停留或環(huán)形擺動(dòng),填滿弧坑。
D、未焊滿
未焊滿是指焊縫表面上連續(xù)的或斷續(xù)的溝槽。填充金屬不足是產(chǎn)生未焊滿的根本原因。規(guī)范太弱,焊條過細(xì),運(yùn)條不當(dāng)?shù)葧?huì)導(dǎo)致未焊滿。
未焊滿同樣削弱了焊縫,容易產(chǎn)生應(yīng)力集中,同時(shí),由于規(guī)范太弱使冷卻速度增大,容易帶來氣孔、裂紋等。
防止未焊滿的措施:加大焊接電流,加焊蓋面焊縫。
E、燒穿
燒穿是指焊接過程中,熔深超過工件厚度,熔化金屬自焊縫背面流出,形成穿孔性缺。
焊接電流過大,速度太慢,電弧在焊縫處停留過久,都會(huì)產(chǎn)生燒穿缺陷。工件間隙太大,鈍邊太小也容易出現(xiàn)燒穿現(xiàn)象。
燒穿是鍋爐壓力容器產(chǎn)品上不允許存在的缺陷,它完全破壞了焊縫,使接頭喪失其聯(lián)接飛及承載能力。
選用較小電流并配合合適的焊接速度,減小裝配間隙,在焊縫背面加設(shè)墊板或藥墊,使用脈沖焊,能有效地防止燒穿。
F、其他表面缺陷:
(1)成形不良 指焊縫的外觀幾何尺寸不符合要求。有焊縫超高,表面不光滑,以及焊縫過寬,焊縫向母材過渡不圓滑等。
(2)錯(cuò)邊 指兩個(gè)工件在厚度方向上錯(cuò)開一定位置,它既可視作焊縫表面缺陷,又可視作裝配成形缺陷。
(3)塌陷 單面焊時(shí)由于輸入熱量過大,熔化金屬過多而使液態(tài)金屬向焊縫背面塌落, 成形后焊縫背面突起,正面下塌。
(4)表面氣孔及弧坑縮孔。
(5)各種焊接變形如角變形、扭曲、波浪變形等都屬于焊接缺陷O角變形也屬于裝配成形缺陷。
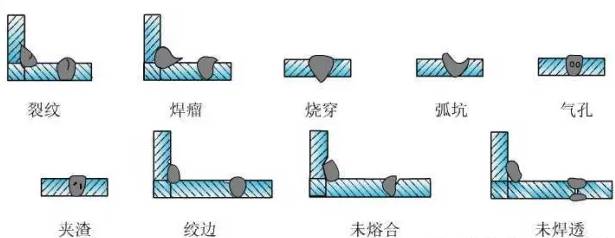
再來看看簡(jiǎn)單的示意圖。







掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://www.senlake.cn/Steel-Knowledge/1592969364.html
|