
1.雙頻感應(yīng)加熱原理
常規(guī)(傳統(tǒng))雙頻感應(yīng)淬火是兩種頻率的電源分別施加到兩個感應(yīng)器,齒輪需要從低頻感應(yīng)器預(yù)熱之后快速移到另一高頻感應(yīng)器加熱并進(jìn)行淬火,見圖1。雙頻感應(yīng)淬火是采用低頻加熱向里面,進(jìn)行熱能量的擴(kuò)散,最后高頻加熱向表層,即“低頻趨里,高頻趨表”的特征。
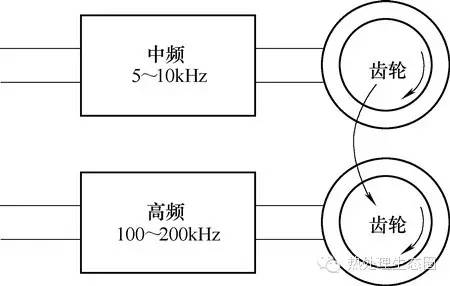
圖4 常規(guī)的齒輪雙頻淬火示意
雙頻感應(yīng)淬火是增加淬硬層深度并使硬度分布更為合理的感應(yīng)加熱淬火方法。即用中頻-高頻依次加熱方法可獲得沿齒廓分布的硬化層,而且齒輪熱處理畸變小。
例如,模數(shù)為4mm的齒輪先用中頻電流加熱(2.5~3s)齒溝和接近齒根的齒側(cè),然后再用250kHz高頻電流加熱(0.6~0.7s)齒頂和接近齒頂?shù)凝X側(cè),然后淬火。
東風(fēng)汽車集團(tuán)公司對材料為45鋼、模數(shù)為3的齒輪進(jìn)行雙頻感應(yīng)加熱淬火時,能夠得到沿齒輪廓均勻分布的淬硬層,淬硬層為0.8mm時,具有最佳彎曲疲勞性能,與SCM420(相當(dāng)于20CrMo鋼)滲碳齒輪疲勞性能基本相當(dāng),疲勞極限可以達(dá)到1450MPa。
2.雙頻感應(yīng)加熱工藝及效果
日本電氣興業(yè)公司通過對齒輪雙頻淬火法進(jìn)行試驗,可得到比齒輪單頻淬火法和滲碳淬火法小的畸變,漸開線圓柱齒輪(見圖2),模數(shù)2mm,全齒高4.7mm,齒數(shù)36,材料為S45C鋼(相當(dāng)于45鋼)。齒面經(jīng)剃齒精加工,預(yù)備熱處理為調(diào)質(zhì)。
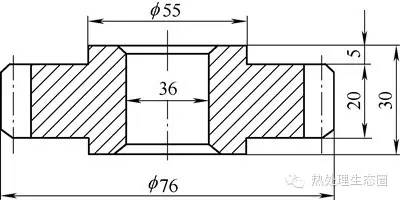
圖2 試驗齒輪形狀
雙頻感應(yīng)淬火方法如圖2所示。首先把齒輪放在夾具上,然后隨中心軸高速旋轉(zhuǎn),同時由感應(yīng)電源(1)送入f=3000Hz的電流,進(jìn)入感應(yīng)器(A),對全齒形(齒頂、齒面、齒根)進(jìn)行預(yù)熱。當(dāng)齒輪達(dá)到最佳溫度時,電源(1)斷電,齒輪迅速降到淬火加熱的感應(yīng)器(B)中,同時高頻電源(2)開始送電,頻率f=140kHz,對齒輪的齒面和齒頂進(jìn)行快速的淬火加熱,待齒面達(dá)到淬火溫度時,切斷高頻電源,降低齒輪的旋轉(zhuǎn)速度,同時淬火用水套中噴出冷卻水,使齒面、齒頂、齒根迅速冷卻,獲得沿齒形分布的硬化層。
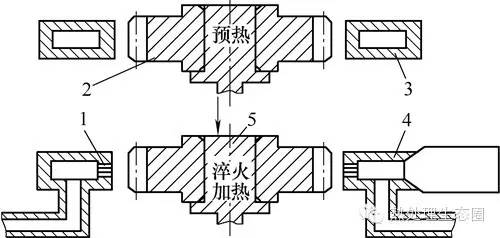
圖6 雙頻感應(yīng)淬火方法
1.噴水孔 2.齒輪 3.預(yù)熱用感應(yīng)器(A) 4.高頻加熱感應(yīng)器(B)+淬火用水套 5.夾具
表1為齒輪(見圖2)三種熱處理工藝參數(shù)。
表1 雙頻、單頻淬火及滲碳淬火的主要工藝參數(shù)
雙頻淬火工藝參數(shù) | 單頻淬火工藝參數(shù) | 滲碳工藝參數(shù) |
預(yù)熱功率100kW | 加熱功率90kW | 滲碳950℃ |
預(yù)熱頻率3kHz | 頻率90kHz | 950℃保溫2.5h |
預(yù)熱時間3.65s | 加熱時間3.8s | 預(yù)冷降溫至850℃ |
空冷時間3.85s | 預(yù)熱時間0s | 850℃保溫20min |
高頻輸入功率900kW | ||
高頻頻率140kHz | 噴水時間15s | 淬火冷卻介質(zhì)——油 |
加熱時間0.14s | 噴水流量100L/min | 回火溫度180℃ |
噴水時間10s | — | 回火時間2h |
噴水流量100L/min | — | 隨后空冷 |
三種工藝處理后的齒輪畸變、殘留壓應(yīng)力及沿齒廓仿形率的檢測結(jié)果見表2。通過表2可知,雙頻淬火后的齒輪熱處理畸變最小,精度最高,殘留壓應(yīng)力最高。
表5 滲碳淬火、單頻感應(yīng)淬火及雙頻感應(yīng)淬火后的熱畸變結(jié)果 (μm)
項目 | 滲碳淬火+回火 | 單頻感應(yīng)淬火 | 雙頻感應(yīng)淬火 | 備注 |
平均齒形誤差 | 4.26~4.8 | 2.2~3.3 | 3.1~308 | — |
齒形偏移 | 16 | 8.4 | 6.0 | — |
齒形跳動 | 5.867 | 3.103 | 2.198 | — |
齒向誤差平均值 | 6.91 | 3.7~4.1 | 3.7~4.1 | — |
齒向誤差偏移 | 20 | 4.4 | 4.4 | — |
齒向跳動 | 7.51 | 1.855 | 1.584 | — |
齒根中間 殘留應(yīng)力/MPa | -27.7 | -51.3 | -778 | — |
齒頂硬化層深度 /mm | 0.87 | 4.69 | 1.54 | 當(dāng)齒根硬化層深 度為0.55mm時 |
硬化層仿形率(%) | 81.5 | 0.2 | 67.2 | — |
文章來源:熱處理生態(tài)圈、金屬(加工)雜志
掃二維碼分享給你的朋友。2、點下面的鏈接分享到朋友圈。")
| |
|
? 請關(guān)注 微信公眾號: steeltuber. 轉(zhuǎn)載請保留鏈接: http://www.senlake.cn/Steel-Knowledge/CuiHuoJiShu.html
|